


MBA-160Mの形状図

*1: MBA-Lは、引張用ボルトと調整用ボルトの位置が入れ替わります。
| 品番 | F | E | BF | BE | BM | BN | BH | BZ | BG | FD | S | X | K | 引張用・調整用ボルトの位置 | 質量(kg) | 価格 (円) |
税込 価格 |
CAD ダウンロード |
標準品を購入 | 在庫/非在庫 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MBA-160M | 210 | 254 | 330 | 250 | 420 | 370 | 50 | φ16 | 25 | M12 | 38.5 | 65 | M12 | 上記形状図の通り | 5.8 | 11,700 | 12,870 | CAD | カート | 在庫品 |
追加工
加工記号を選択の上、加工内容を入力してください。



プーリーの種類・形状により押しねじのサイズ・位置が異なることや、押しねじ加工ができないことがあります。
詳細は「タップ加工が不可能な品番」をご参照ください。
加工内容の詳細は「Vプーリー追加工サービス」をご参照ください。
押しねじ穴加工(BNS、BNW、BNT、BKS、BKW、BKT)をご希望の場合は、押しねじを付属します。
ご注文内容
| 追加工品番 |
|---|
価格・個数を確認してから「カート」ボタンをクリックしてください。
| 価格(円・税別) | 個数 | ご購入 |
|---|---|---|
| カート |
加工記号の選択
軸穴
| 軸穴のみ |
|---|
軸穴+キー溝
| 軸穴 + 平行キー溝 |
|---|
| 軸穴 + こう配キー溝 (こう配1/100) |
|---|
軸穴+押しねじ穴
| 押しねじ穴の数・配置 | |||
|---|---|---|---|
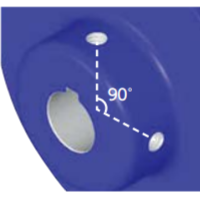
| 1カ所 | 2カ所(90°配置) | 2カ所(120°配置) | |
| 軸穴 + 押しねじ穴 |
|||
| 軸穴 + 押しねじ穴 + 平行キー溝 |
|||
プーリーの種類・形状により押しねじのサイズ・位置が異なることや、押しねじ加工ができないことがあります。
詳細は「タップ加工が不可能な品番」をご参照ください。
加工内容の詳細は「Vプーリー追加工サービス」をご参照ください。
押しねじ穴加工(BNS、BNW、BNT、BKS、BKW、BKT)をご希望の場合は、押しねじを付属します。
MBA-160Mの特長
- ベルト伝動用のモータベース。引張用・調整用の各ボルトを操作することで、ベルトに張力を付与します。

モータの設置が容易
- 固定用ボルトが本体から突き出しているため、モータ設置の際に、モータベースの固定用ボルトとモータの取りつけ穴の位置合わせが容易です。
調整作業が簡単
- 1方向からの操作で、ベルトの張力付与・除荷作業が可能。 狭い装置側からの作業が不要です。
モータの傾きや移動量がわかる目盛りつき。
コンパクト
- 引張用・調整用の各ボルトは本体に収納されるため、飛び出しません。
安全でコンパクトな構造です。
MBA-160Mの材質・仕上げ
| MBA | |
|---|---|
| 本体 | ねずみ鋳鉄 |
| スライドピース | SS400 三価クロメート処理 |
| 固定用ボルト | スティール 三価クロメート処理 |
| 引張用ボルト | スティール 三価クロメート処理 |
| 調整用ボルト | スティール 三価クロメート処理 |
| ナット・平座金 (各ボルトに付属しています) |
スティール 三価クロメート処理 |
構造

適用モータ出力
単位 : kW
| 全閉型 | 品番 | ||||
|---|---|---|---|---|---|
| 2極 | 4極 | 6極 | 8極 | ||
| 3.7 | 3.7 | 2.2 | 1.5 | MBA-112M | MBA-112M-L |
| 5.5 7.5 |
5.5 | 3.7 | 2.2 | MBA-132S | MBA-132S-L |
| - | 7.5 | 5.5 | 3.7 | MBA-132M | MBA-132M-L |
| - | 11 | 7.5 | 5.5 | MBA-160M | MBA-160M-L |
| - | 15 | 11 | 7.5 | MBA-160L | MBA-160L-L |
| - | 18.5 22 |
15 | 11 | MBA-180M | MBA-180M-L |
| - | 30 | 18.5 22 |
15 | MBA-180L | MBA-180L-L |
| - | 37 45 |
30 37 |
18.5 22 |
MBA-200L | MBA-200L-L |
| - | 55 | 45 | 30 | MBA-225S | - |
使用上の注意
引張用ボルトの位置はプーリー側にしてください。MBAの場合、下図のようになります。MBA-Lは引張用ボルトと調整用ボルトの位置が入れ替わります。

モータベースの推奨取りつけ位置
モータの設置位置Cを決定したのち、モータの軸心に対してモータベースの取付穴を下記表、T寸法を参考に加工してください。
単位 : mm
| 品番 | T | 移動可能量 | |
|---|---|---|---|
| +方向 | -方向 | ||
| MBA-112M | 85 | 20 | 20 |
| MBA-132S | 100 | 25 | 25 |
| MBA-132M | 100 | 25 | 25 |
| MBA-160M | 113 | 40 | 25 |
| MBA-160L | 113 | 40 | 25 |
| MBA-180M | 125 | 45 | 25 |
| MBA-180L | 130 | 40 | 30 |
| MBA-200L | 142 | 55 | 30 |
| MBA-225S | 136 | 50 | 25 |
ベルト張力の調整手順(動画)
モータベース取りつけ方法説明動画 ※音声なし
作業中に、振動等でモータを固定するナット(固定用ナット)が締まり、モータを移動させることができなくなることがあります。その際は、固定用ナットをゆるめ、操作したボルトを反対方向に回転させて、動きが軽くなったことを確認してから作業を続けてください。
ベルト張力の調整手順
作業中に、振動等でモータを固定するナット(固定用ナット)が締まり、モータを移動させることができなくなることがあります。その際は、固定用ナットをゆるめ、操作したボルトを反対方向に回転させて、動きが軽くなったことを確認してから作業を続けてください。
ベルトの取りつけ(張力付与)
- モータベースおよびプーリーのアライメントを調整し、固定用ナットを仮締めしてください。
- プーリーにベルトを掛けてください。この時、モータが傾いた場合は①の作業からやり直してください。
- 引張用ボルト(頭にくぼみのあるボルト)を右に回してください。モータが青矢印方向に移動し、ベルトに張力を付与します。その際、調整用ボルトも同時に飛び出してきます。
- 飛び出した調整用ボルトを右に回して、座面が本体に軽く接するまで引込ませてください。
- 必要に応じて、調整用ボルトをさらに右に回し、モータの姿勢をまっすぐにしてください。
- 固定用ナットを締めつけ、モータを固定してください。

ベルトの取りはずし(張力除荷)
- 調整用ボルトを左に回して飛び出させてください。飛び出し量はプーリーV溝深さの2倍程度が目安です。調整ボルトが飛び出した分だけ作業③でモータを移動させることができます。
- 固定用ナットを軽くゆるめてください。
- 引張用ボルトを左に回してください。モータが青矢印方向に移動し、ベルトの張力が除荷されます。その際、飛び出した調整用ボルトが引込んでいきます。調整用ボルトの飛び出しがなくなり、モータが移動できなくなった場合は、作業②に戻ってください。

